群基机电业务咨询专线

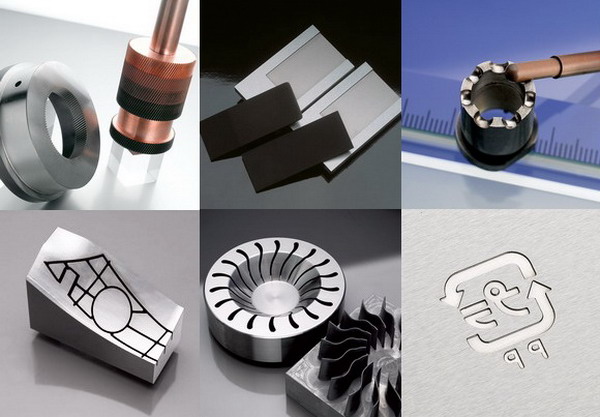
如果说放电机床加工按照工具电极的形式和与工件之间相对运动的特征来分析的话,那我们可以归类成以下几类:
一是放电机床线切割加工;
二是放电机床成形加工;
三是放电机床小孔加工;
四是放电机床磨削加工等等其他种类的加工。
放电机机床设备在加工的时侯我们把它的工具电极及工件分别连在脉冲电源的两极上,然后把它并浸在工作液里或者把工作液充入放电间隙,然后通过控制工具的电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电,从而通过产生的电火花机床来对工件进行腐蚀加工。
镜面火花机 LN40.CNC 电器规格 | 控制器 | 套 | 群基A3控制器 |
最大加工电流 | A | 30A(选配60A) | |
输入电压 | V | 220、346、380、415、 | |
电源容量 | KVA | 8(30A)、12(60A) | |
加工电压 | V | 90、100、120、 | |
高压选择 | V | 300 | |
最小放电时间 | us | 0.5 | |
最小休止时间 | us | 0.5 | |
最大加工速度 | mm³/min | 300(30A)、600(60A) | |
最细表面光洁度 | μm Ra. | ≤0.1 | |
最小电极消耗比 | % | 0.1 | |
镜面火花机 LN40.CNC 机械规格 | X*Y*Z行程 | mm | 400*300*300 |
工作台尺寸 | mm | 700*400 | |
加工头板距工作台面最高/最低 | mm | 680/380(法兰安装后535/235) | |
油槽内径尺寸(长*深*高) | mm | 1040*625*410 | |
油箱尺寸 | mm | 1580*700*540 | |
最大油箱容量 | Litre | 580 | |
最大电极重量 | kg | 50 | |
最大工件重量 | kg | 400 | |
机器尺寸(宽*深*高) | mm | 2400*2300*2350 | |
机器总重 | kg | 1800 |
其实在放电的刹那就可以集中大量的热能,而它的温度高达一万摄氏度以上,此时压力也会产生急剧变化,从而使加工工件表面立刻熔化或气化,腐蚀掉的工件材料会飞溅到工作液中,然后迅速冷却成固体的金属微粒,然后被工作液带走。

镜面火花机规格\型号 | 单位 | 镜面火花机 LN60 | 镜面火花机 LN80 |
最大加工电流 | A | 30A(选配60A) | 30A(选配60A) |
最细表面光洁度 | μm Ra. | ≤0.08 | ≤0.08 |
最小电极消耗比 | % | 0.1 | 0.1 |
最小驱动单位 | um | 0.1 | 0.1 |
镜面火花机 X*Y*Z行程 | mm | 600*400*350 | 800*500*400 |
镜面火花机 工作台尺寸 | mm | 900*500 | 1000*600 |
加工头板至工作台距离 | mm | 760\410 | 850\450 |
油槽尺寸(长*深*高) | mm | 1260*816*542 | 1600*983*588 |
镜面火花机 邮箱容量 | L | 850 | 1150 |
最大电极重量 | KG | 100 | 100 |
最大工件重量 | KG | 1500 | 2000 |
镜面火花机 机器尺寸 | mm | 1520*2325*2465 | 1850*2800*2750 |
镜面火花机 机器重量 | KG | 4150 | 5400 |
此时工件的表面便留下一个凹坑,然后放电会短时间暂停一下,而两电极间工作液也恢复到绝缘的状态。接下来下一个脉冲电压又在两电极相对接近的另一点处击穿,产生放电加工,如此重复上述过程。






 中文版
中文版 English
English 企业邮箱
企业邮箱 在线咨询
在线咨询 一键电话
一键电话